


Industry News
Apr 03,2026
By:Circor
Membrane separation technology, with its unique characteristics of no phase change, low energy consumption, and environmental friendliness and high efficiency, plays an increasingly important role in modern industrial production. It relies on the physical screening function of membranes to achieve efficient separation of substances, and the entire process requires no heating and no phase change. Compared to traditional technologies such as distillation and extraction, it achieves a significant energy saving rate of 30%-60%, while reducing the use of chemical agents, which is highly aligned with the current industrial pursuit of a "green and low-carbon" development concept. Nowadays, membrane separation technology has been widely applied in various fields such as food and beverage, biofermentation and pharmaceuticals, sugar production, metallurgy, chemical environmental protection, and sewage and wastewater treatment. In response to the specific needs of different fields, combined with the pore size characteristics of membranes (such as microfiltration (MF), ultrafiltration (UF), nanofiltration (NF), reverse osmosis (RO), and electrodialysis (ED)), numerous effective solutions have been developed. Next, we will delve into the challenges faced by various industries and provide a detailed analysis of the specific application methods and practical cases of membrane separation technology.
01 Membrane separation applications in various industries
The application of membrane separation technology in the food and beverage industry
The food and beverage industry faces challenges such as retaining heat-sensitive components, enhancing product purity, and recycling by-products. Membrane separation technology, due to its phase change-free and low energy consumption characteristics, has become an ideal choice to address these challenges. In key application scenarios such as whey processing, juice clarification, and beverage concentration, membrane technologies like ultrafiltration (UF) and reverse osmosis (RO) play a crucial role.
Taking whey recovery as an example, the process combination of "ultrafiltration + reverse osmosis" not only solves the problem of nutrient loss caused by traditional heating concentration, but also enables the recovery and utilization of whey protein, a high-value nutrient component.
Application in the Biological Fermentation Pharmaceutical Industry
The biological fermentation pharmaceutical industry faces the challenge of separating complex components in fermentation broth, where effective components and impurities have similar characteristics. Traditional extraction and precipitation methods suffer from issues such as solvent residue and significant loss of effective components. Membrane separation technology, through "fractional filtration," can precisely retain impurities, significantly enhancing the purity of effective components.
Currently, the industry predominantly adopts the process route of "microfiltration + two-stage ultrafiltration". Taking antibiotic extraction as an example, this process enables efficient purification of antibiotics while reducing environmental pollution.
In the sugar industry
traditional sugar production processes such as the sulfitation and carbonation methods have numerous drawbacks, including high chemical agent dosages, difficulties in recycling by-products, and severe wastewater pollution. Membrane separation technology, through physical clarification and decolorization, has brought a new concept of "green sugar production" to the sugar industry. Among these technologies, microfiltration and ultrafiltration are commonly used membrane techniques, primarily employing ceramic and metal membranes for operation.
In the process of sugar cane sugar production
the core applications of membrane separation technology include clarification of mixed juice and decolorization of syrup. The application of these technologies not only reduces the usage of chemical agents but also helps to improve the purity and quality of the product, thereby achieving the goal of green and environmentally friendly sugar production.
A key step in the application of hydrometallurgy in the metallurgical industry is "slurry concentration". Traditionally, thickeners have been widely used in this process, but they have issues such as large footprint, low concentration efficiency, and the need for a large amount of flocculant. Membrane separation technology, especially the application of ceramic MF membranes, has become an efficient alternative due to its unique "crossflow filtration" advantage.
By adopting the "crossflow filtration" technology, ceramic MF membranes can significantly increase the slurry concentration to 40%-60%, and greatly enhance the thickening efficiency, which is 3-5 times that of traditional thickeners, significantly shortening the thickening cycle to 2-4 hours.
Applications in the chemical and environmental protection industries
The chemical industry faces separation needs such as raw material purification, wastewater treatment, and by-product recovery. Membrane separation technologies, such as RO, UF, MF, and electrodialysis, provide efficient solutions for these needs, offering significant energy-saving and emission-reduction advantages compared to traditional distillation and ion exchange processes.
For example, in the fluoride removal treatment of wastewater from phosphate fertilizer production, the traditional lime precipitation method not only produces "fluorogypsum" waste residue that is difficult to handle, but also achieves a fluoride removal rate of only about 80%. However, the combination process of "microfiltration (MF) + nanofiltration (NF)" can achieve efficient fluoride removal and resource recovery, effectively solving this problem.

Application in the wastewater treatment industry
Under the "dual carbon" policy, membrane technology has facilitated resource recovery and emission compliance of sewage and wastewater, enhancing effluent quality and utilization efficiency. Membrane separation technologies, encompassing MF, UF, RO, and NF, have gradually emerged as pivotal techniques for treating circulating cooling wastewater, heavy metal wastewater, and printing and dyeing wastewater, owing to their exceptional "separation precision and stable effluent quality".
For different types of wastewater, corresponding membrane combination processes will be selected for treatment, thereby achieving the goal of both meeting emission standards and recycling resources.
02 Membrane product innovation and technological breakthroughs
Innovation in membrane products by Rixin Hengli
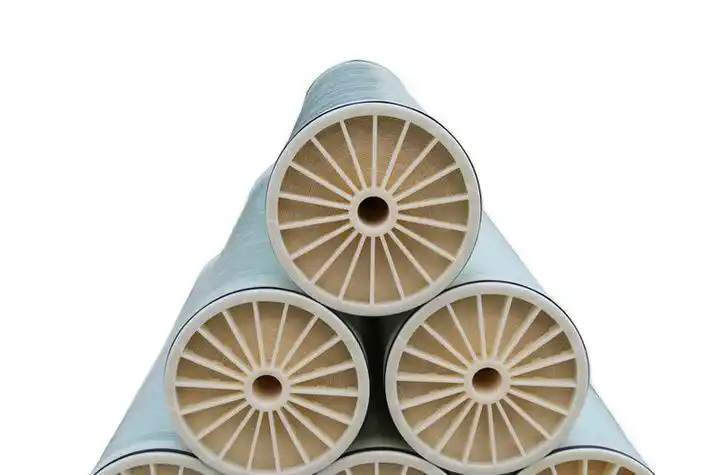
Rixin Hengli recently launched the second-generation seawater desalination R series membrane (referred to as RTL-SW-RG2), specifically designed for treating high-salinity water. This series of products is suitable for various application scenarios, including the treatment of conventional high TDS water such as ultra-high brine, seawater, and sub-seawater, as well as the treatment of high-salt and high-pollution water such as near-zero discharge, material concentration, and high-salt wastewater reuse. In addition, this membrane covers multiple fields including municipal water supply, industrial water use, mobile and emergency water supply, and more.

Performance advantages of special nanofiltration and ultrafiltration membranes
The company's special nanofiltration and ultrafiltration membranes, with their unique membrane structure design, are capable of handling feedstocks with pH values ranging from 0 to 14 (including but not limited to this range). They are also resistant to high temperatures and pressures, making them excel in the treatment of industrial wastewater containing strong acids, strong alkalis, and solvents, achieving precise separations.
This not only significantly reduces the volume of industrial wastewater to be treated, but also helps enterprises manage resources such as chemicals, water, and energy more effectively, thereby reducing environmental treatment costs. In addition, these specialized membranes can also extract and recover valuable substances such as acids, alkalis, solvents, and heavy metals, increasing product yield and thus saving industrial production costs.
Application of membrane bioreactor in water treatment
MBR membrane, also known as membrane bioreactor, is renowned for its excellent water production performance. Its membrane pores are evenly distributed and have a high porosity, ensuring high water flux. Furthermore, the small and uniform pore size of the MBR membrane results in a very stable filtration effect, optimizing the quality of the produced water.

Especially in terms of strength and toughness, MBR membrane fibers exhibit high fracture stress, without wire pulling or breakage, ensuring their stability. In terms of daily maintenance, MBR membranes utilize slot and pulse aeration cleaning methods, as well as automatic online cleaning functions, making the cleaning process simple and efficient. What is even more exciting is that their service life can last for over 5 years, greatly reducing the frequency of replacement and maintenance. These characteristics make MBR membranes demonstrate significant advantages in solving issues such as effluent quality non-compliance caused by sludge bulking in traditional activated sludge processes.

Contact us
Get in Touch With Our Experts!Back to Top
